
ROSH自定心虎钳与零点快换系统在电火花加工中的应用
电火花加工是一种利用脉冲火花放电对工件进行蚀除的精密加工技术,广泛应用于制造行业。在这个过程中,成型电极的设计和夹具的选择对于提高加工效率和保证表面质量至关重要。特别是对于复杂的壳体类零件,采用合适的工装夹具不仅可以节约机床空间,还能实现快速准确定位,从而优化整个生产流程。
某航空壳体零件加工存在的问题
在处理某航空壳体零件时,遇到了一些挑战。该零件具有32个尺寸为20mm×8mm及4mm×8mm、公差均为±0.05mm的方孔,以及16处R3mm的拐角清角区域。这些特征要求所有电火花加工面必须与数控铣削已加工面接平。然而,使用传统单个电极卧式加工方法后发现存在多个问题:
电极磨损严重导致频繁更换;
每次更换都需要重新校正零件起始点耗时较长;
浸泡式加工方式增加了上下油的时间成本;
卧式装夹不利于排屑,容易造成接触感知现象;
并且由于采用了卧式装夹方式使得机床工作台利用率降低。
原因分析
上述问题的根本原因在于现有加工方案中存在的几个不足之处:
- 单次脉冲放电效率低:单个成型电极的使用加剧了磨损速度。
- 辅助时间长:频繁更换电极及其校正过程消耗大量时间。
- 排屑困难:卧式装夹方式不利于有效排除切削液中的杂质。
- 设备利用率不高:受限于一次只能装夹少量工件的局限性。
解决措施
为了克服这些问题,提出了两项改进措施:
- 改进电极设计:从单一电极改为组合式设计,比如将原来需要两次才能完成的任务合并为一次操作,显著减少了总耗时。
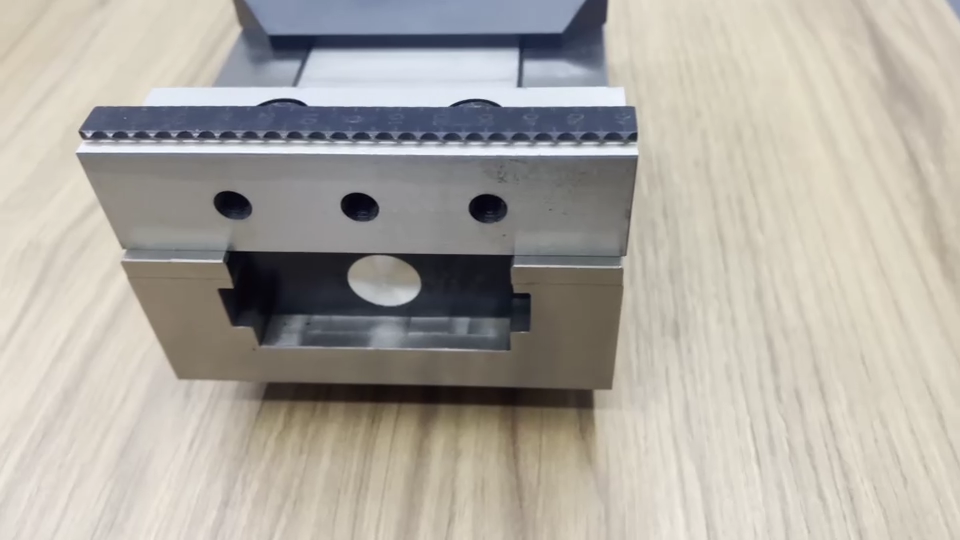
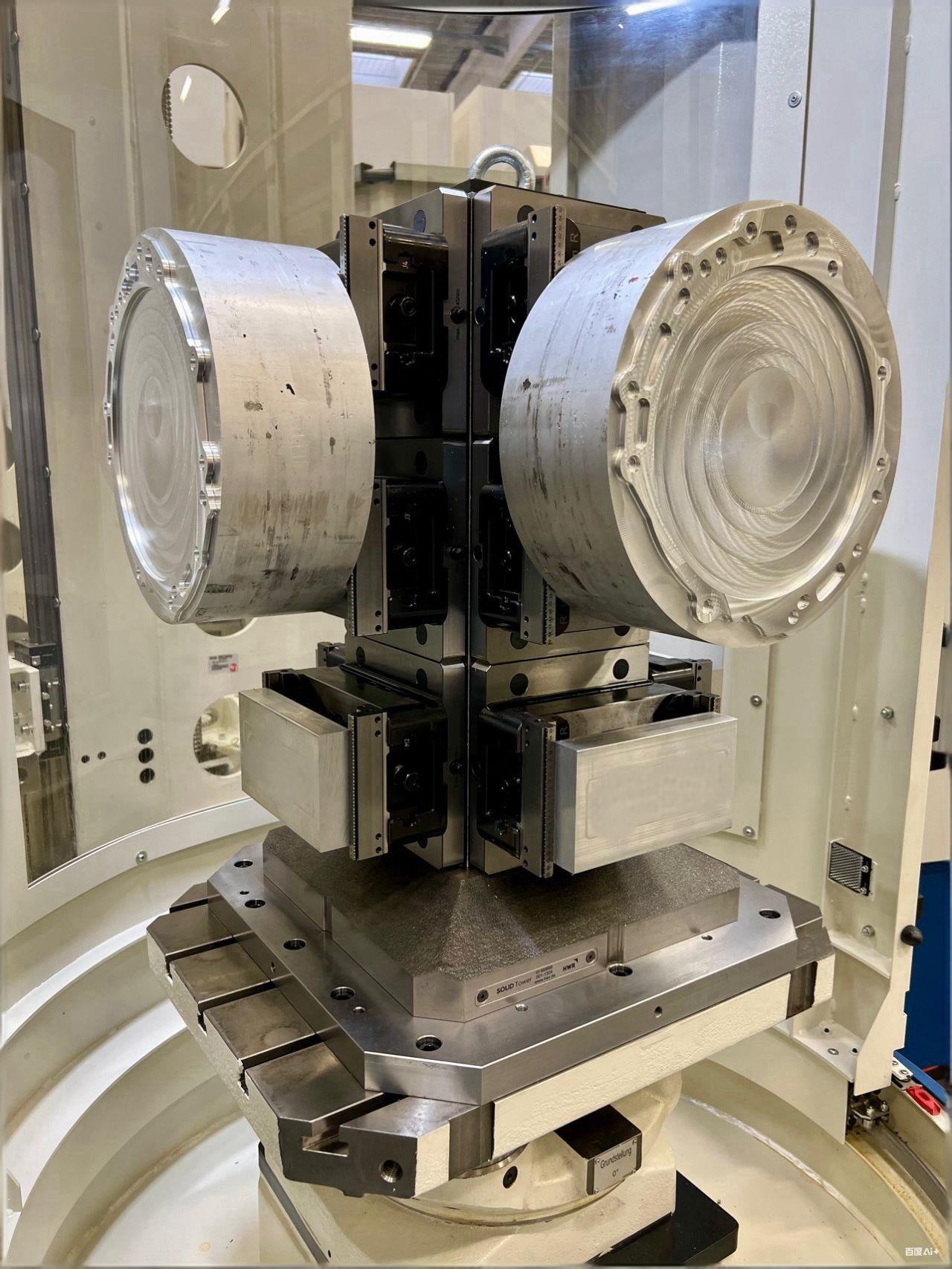
- 引入先进夹具系统:通过采用ROSH自定心虎钳配合零点快换系统作为夹具解决方案,不仅简化了装夹步骤,还大大提升了工作效率。这种新型夹具允许用户快速准确地调整位置,确保每个部件都能得到精确处理。
改进效果
实施新方案后,取得了显著成效:平均单件加工时间从原来的4.4小时缩短至2.6小时;电极更换频率由每20件一次减少到每54件一次;因排屑问题导致的故障次数完全消除;此外,每天额外增加了6小时的有效工作时间。更重要的是,这套系统易于操作且维护简单,非常适合大规模批量生产环境。
总结
综上所述,结合ROSH自定心虎钳与零点快换系统的应用,极大地提高了电火花加工过程中的精度与效率。它证明了在追求更高效率的同时,也需要不断创新思维和技术手段,尤其是在选择合适夹具方面下功夫。未来随着更多类似工具的出现与发展,相信会有更多领域受益于此类创新带来的变革。

编辑:ROSH
审核:子路
浙江埃斯科智能装备有限公司成立于2017年,秉承高精度装备制造的工艺理念,专注于智能制造领域。我们拥有丰富的五轴机床设计与制造经验,主要产品包括高精度五轴立式联动加工中心、高精度五轴双摇臂直驱回转工作台、高端自动化夹具ROSH自定心虎钳及ROSH零点快换系统等。这些创新解决方案广泛应用于精密机械部件、航空航天工业、半导体、新能源汽车部件以及医疗器械等多个行业,并获得了众多知名企业的认可与好评。

如果您正在寻找能够提升生产效率和产品质量的专业设备供应商,欢迎访问我们的官方网站www.athletic-ask.com了解更多详情;或直接联系我们的销售团队【0571-82100288】,让我们共同探讨如何为您的业务带来更大的价值!












请先 登录后发表评论 ~