
ROSH五轴虎钳 - 提升加工精度,减少二次装夹误差
在现代精密制造领域,加工精度与效率直接决定企业的市场竞争力。然而,许多机械加工企业在面对复杂零件或批量生产时,常常被一个“隐形杀手”所困扰——二次装夹误差。工件在工序转换过程中因重新定位产生的偏差,不仅会导致废品率上升,更会严重制约生产效率的提升。ROSH五轴虎钳凭借其创新的自定心结构与高刚性设计,正为这一行业痛点提供完美的解决方案,帮助企业在提升加工精度的同时,显著减少因重复装夹带来的累积误差。
一、二次装夹误差:精密加工的精度瓶颈
二次装夹误差是指在加工过程中,工件需要从一个夹具转移到另一个夹具,或重新定位时产生的偏差。这种误差来源多样:可能是基准面变化、夹紧力不均,或是夹具本身的精度不足。在传统加工中,操作人员往往依赖经验进行手动调整,但人为因素不可避免会引入随机误差。随着加工中心和多工序加工的普及,工件可能需要经历铣、钻、攻丝等多个步骤,每一次重新装夹都是一次精度风险。传统虎钳因单侧驱动结构,夹紧时易导致工件偏移,其重复定位精度通常在10~20μm,难以满足高精度零件的加工要求。

二、ROSH虎钳的核心技术优势
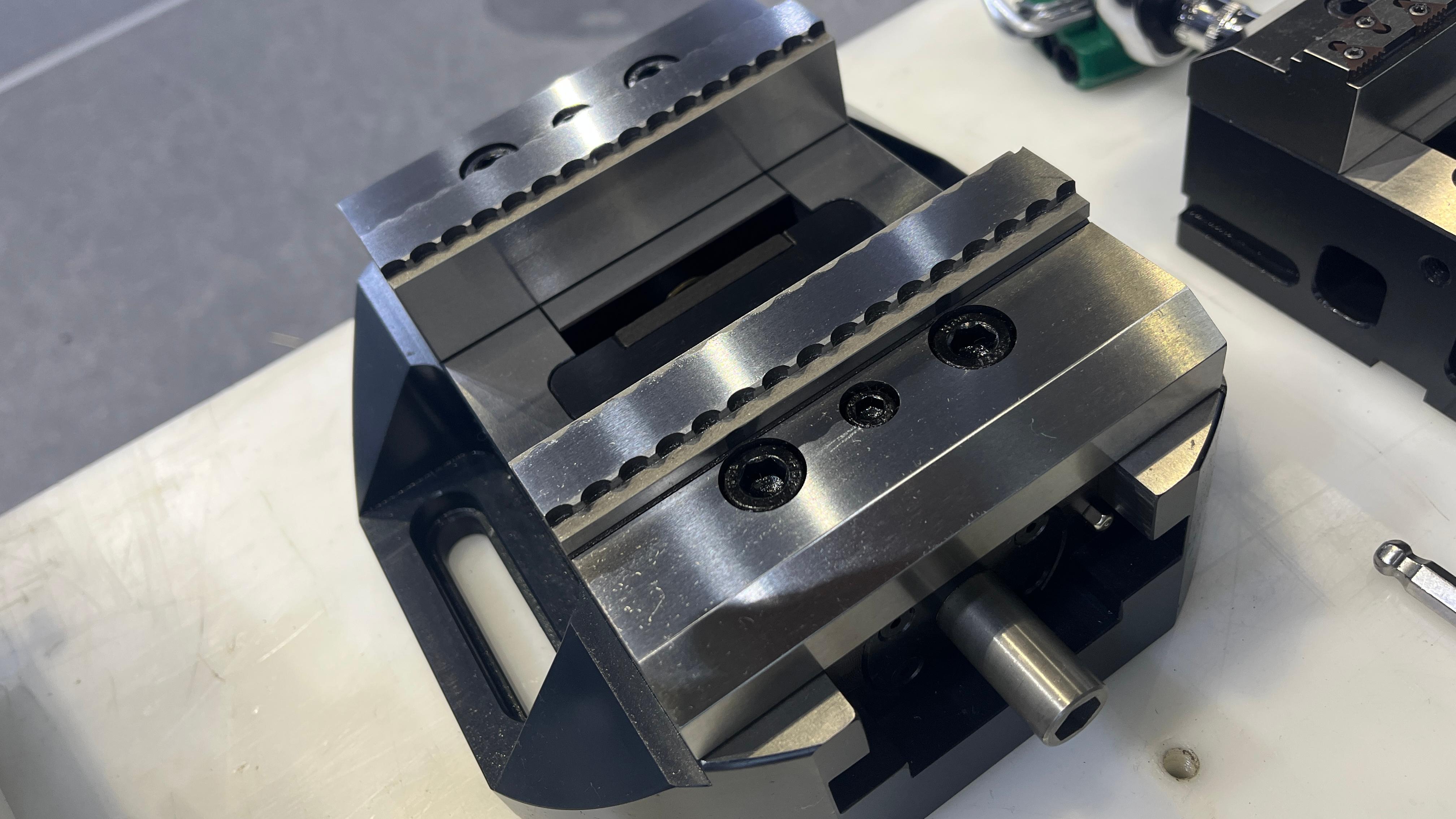
1. 双向同步自定心结构,从源头消除误差
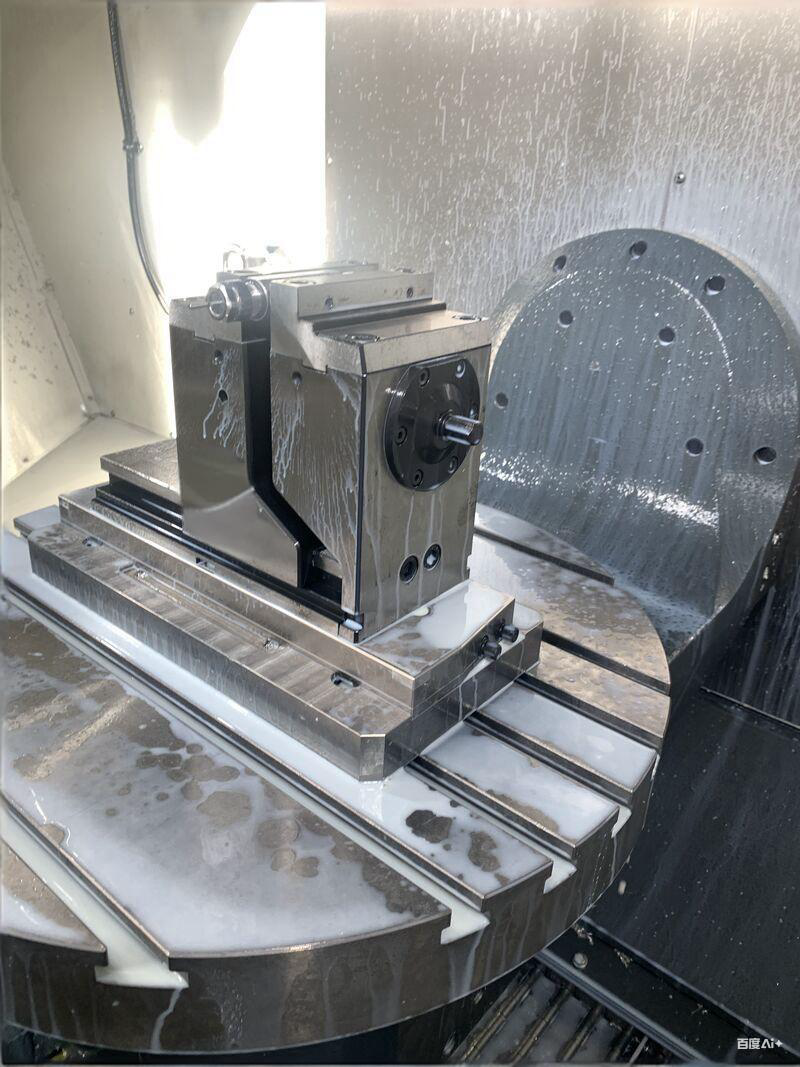
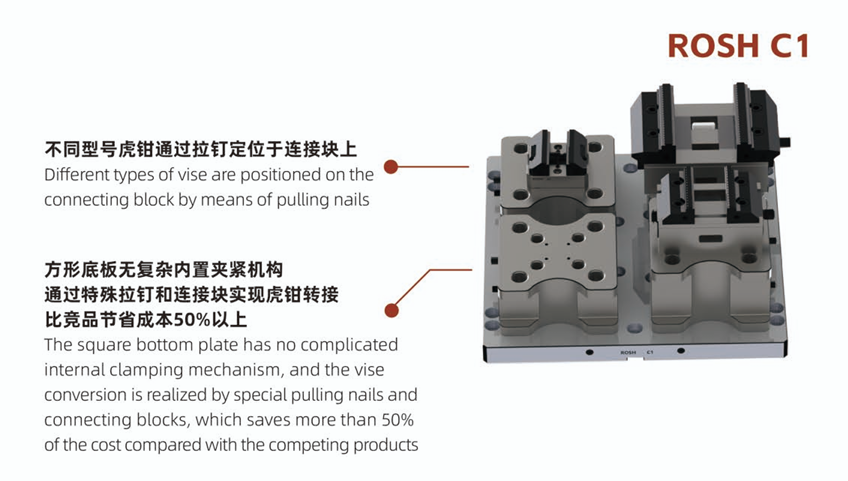
ROSH五轴虎钳采用对称双螺旋丝杠设计,通过单手柄操作即可驱动两侧钳口同步等距移动,确保工件自动定位于虎钳中心。这一设计彻底消除了传统虎钳因单侧螺杆驱动导致的工件偏移问题。其重复定位精度可达±2μm,远超普通虎钳的15~20μm,从源头上降低了人为调整误差。
2. 高刚性材质与结构,保障切削稳定性
ROSH五轴虎钳本体采用高强度合金钢制造,关键部件经过热处理和精密研磨,硬度达HRC50以上。其C型框架结构经过拓扑优化,在承受30kN切削力时位移量仅0.008mm,整体刚性较传统虎钳提升60%以上。这种高刚性设计在重切削条件下能有效抑制振动,保证加工尺寸稳定性。
3. 独创齿形设计,夹持力均匀分布
ROSH五轴虎钳采用双螺旋渐开线齿形,通过有限元分析优化齿面接触角度,使夹持力均匀分布于工件接触面。相较于传统直齿虎钳20%的工件变形率,ROSH虎钳将变形量降低至5%以下,特别适合航空航天领域的薄壁件加工。
4. 热稳定性优化,应对复杂工况
针对精密加工中的热变形问题,ROSH虎钳采用低热膨胀合金材质,热变形系数<0.5μm/℃。在40℃温差环境下仍能保持±0.005mm的定位稳定性,确保长时段加工的一致性。
三、减少二次装夹误差的实际效益
引入ROSH五轴虎钳后,企业在加工流程上能获得立竿见影的改善:
提高产品合格率:由于工件在整个加工流程中的定位一致性极高,不同工序之间的尺寸关联性得到保障。某机械加工企业应用数据显示,产品尺寸一致性提高约30%,废品率下降近25%。
提升生产效率:快速定位和夹紧功能缩短了装夹时间。配合零点快换系统使用时,换型时间可从37分钟压缩至45秒,设备OEE(综合效率)提升至89%。
降低对操作者技能的依赖:ROSH虎钳的标准化和易用性降低了对操作人员经验的苛刻要求,即使是新手也能完成高精度装夹任务。
四、典型应用场景
航空航天钛合金结构件加工:在大型翼肋零件加工中,采用ROSH虎钳配合零点快换系统,换装时间缩短98.6%,加工变形量从0.12mm降至0.03mm。

精密模具制造:某汽车模具厂应用ROSH虎钳后,加工震颤减少,表面粗糙度从Ra1.6μm提升至Ra0.8μm,抛光时间节省40%。
医疗植入物加工:钴铬合金关节球面要求Ra 0.4μm光洁度,采用ROSH虎钳后连续加工200件,球面轮廓度偏差≤5μm。
在制造业日益追求精益化和自动化的今天,装夹技术的革新已成为提升竞争力的关键环节。ROSH虎钳通过创新的自定心设计、高刚性结构与精密制造,不仅解决了传统装夹方式中的精度衰减问题,更为企业实现质量与效率的双重飞跃提供了坚实基础。投资像ROSH虎钳这样的高性能工装,无疑是迈向精密制造与智能化未来的明智之举。
编辑:ROSH
审核:子路
浙江埃斯科智能装备有限公司成立于2017年,秉承高精度装备制造的工艺理念,专注于智能制造领域。我们拥有丰富的五轴机床设计与制造经验,主要产品包括高精度五轴立式联动加工中心、高精度五轴双摇臂直驱回转工作台、高端自动化夹具ROSH自定心虎钳及ROSH零点快换系统等。这些创新解决方案广泛应用于精密机械部件、航空航天工业、半导体、新能源汽车部件以及医疗器械等多个行业,并获得了众多知名企业的认可与好评。

如果您正在寻找能够提升生产效率和产品质量的专业设备供应商,欢迎访问我们的官方网站www.athletic-ask.com了解更多详情;或直接联系我们的销售团队【0571-82100288】,让我们共同探讨如何为您的业务带来更大的价值!











请先 登录后发表评论 ~